


ピュシュナー・ベルトコンベヤタイプ加熱乾燥装置
熱を用いる加熱工程は、あらゆる領域の技術の中でも重要な工程です。周知の接触、対流、赤外線を用いる従来型加熱方法に加え、電磁エネルギーを分子の運動エネルギーに直接変換することによって、つまり乾燥対象である含水物質中にマイクロ波照射により熱を直接発生させる加熱システムをご紹介します。マイクロ波は従来型の乾燥方法より深く物質内に浸透します。
ベルトコンベヤを用いる連続製造工程ロジスティックにおいてはベルトコンベヤタイプ加熱乾燥装置製品グループは、顆粒、粉末、バラ物、固形物の乾燥に用います。乾燥装置の注入口で一定量の投与が可能なため均一で乾燥度の高い製品を、マイクロ波乾燥装置内の短い滞留時間で製造できます。
ピュシナー・ベルトコンベヤタイプ加熱乾燥機の応用例をご紹介します。
モジュールタイプのマイクロ波乾燥システム
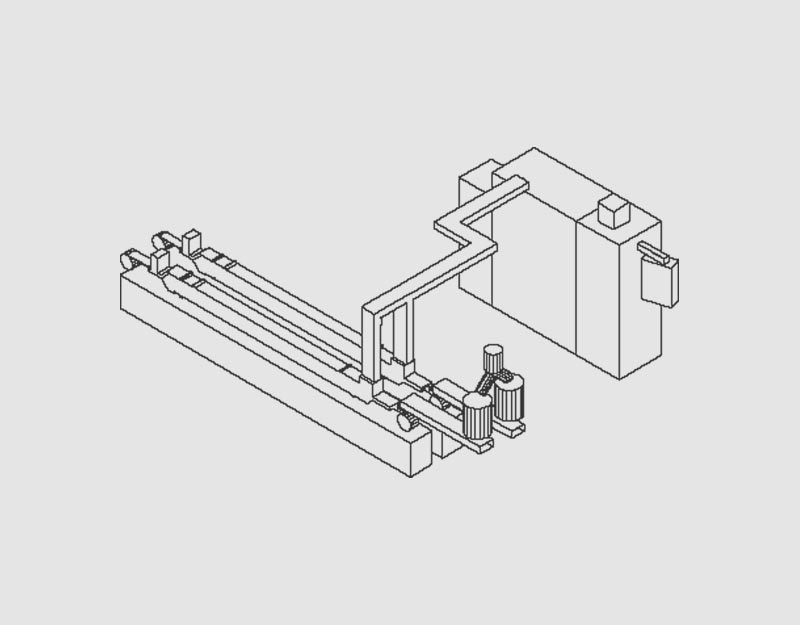
バルク材料または断片材料を乾燥するのに用いるピュシナーのベルトコンベヤタイプ加熱乾燥機では、通常は直列に配置される数個のチェンバー・モジュール構成となっています。(図1をご覧ください。) この乾燥装置を用いるプロセスの実行と工程時間は個別の材料毎の乾燥条件、エネルギー分布、初期の含水濃度、乾燥する製品に含まれる水の分子の自由運動度により異なります。 さらに、考慮すべき製品の特性には、マイクロ波と相互に作用し温度に依存する誘電特性のほかに、水分を吸収する容量、製品の形状とサイズも挙げられます。 最適に乾燥を行うには、システム全体の特性を考慮するマイクロ波システムを開発することが必要です。
図1に示すマイクロ波加熱乾燥装置は各12kW/2450MHz(2.45GHz)のチェンバー5機から構成される工程に最適化されています。
マイクロ波高度乾燥システム
従来の乾燥システムに加えてマイクロ波加熱乾燥機を使用できる応用分野には、低ppmレベルまで残留水分を減少する高度な乾燥工程があります。
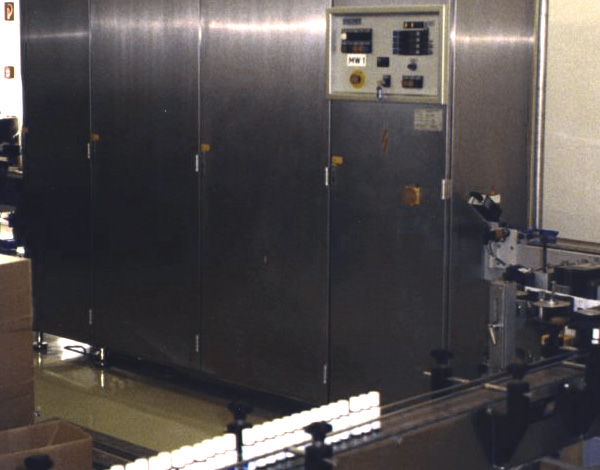
図3には、蒸発したフッ化水素酸を処理するという磨耗的な工程条件の下での、 侵撃性の強いファインケミカルの乾燥という高度な処理を目的として製造された2x30kWマイクロ波乾燥装置を示しています。

ピュシナー・ベルトコンベアタイプ加熱乾燥機の特長をご紹介します。
従来の乾燥方法と比べて、マイクロ波はより深く浸透します。浸透深度が乾燥する製品の寸法より大きければ、体積加熱となりますので、次の効果が出ます。
- 温度勾配が表面へ向かいます、つまり、内部温度のほうが外部表面温度より高く、圧力勾配が内部に生じます。このため内部で蒸発した水分は表面へ放出されます。
- その結果、表面層が干しあがることがなく、浸透性を保持します。
- 製品内部で蒸発する液体は固形物の太い毛管からなる間隙構造を通して外部へ発散されますから、乾燥速度が上がります。
- 水と大部分の有機溶剤の加熱は選択的に行われます。これは、水の誘電損失のほうが乾燥する製品の誘電損失より大きいためです。
- 熱伝導性が低い湿度の高い製品を素早く完全に乾燥できます。
- 分厚い層でも静止状態で乾燥できますから、摩擦損失が発生しません。
- マイクロ波エネルギーの使用効率が高まります。
- エネルギー移動制御が高速化します。
- 処理時間が短縮化します。即ち、自動製造工程に適しています。

| 真空チェンバーのサイズ / 動作モード | 1,2 - 24 kW / 2450 MHz(1モジュール当たり) |
|---|---|
| チャネルの寸法 (1モジュール当たり) | 1,2 x (0,8-1,6) x 2,2 m (l x w x h) |
| コンベアベルトの幅 | 0,4 - 1,2 m |
| 真空チェンバーのサイズ / 動作モード | 5 - 100 kW / 915 MHz |
|---|---|
| チャネルの寸法 (1モジュール当たり) | 5,5 x 0,5 x 1,3 m (l x w x h) |
| コンベアベルトの幅 | 0,15 m |

| 真空チェンバーのサイズ / 動作モード | 5 - 100 kW / 915 MHz(1モジュール当たり) |
|---|---|
| チャネルの寸法 (1モジュール当たり) | 4,0 x 1,0 x 2,5 m (l x w x h) |
| コンベアベルトの幅 | 0,6 m |
ベルトコンベヤタイプ加熱乾燥装置
応用事例
- 高速乾燥
- 残留湿気の除去
- エタノール等の溶剤の気化
- 侵食性、刺激性物質の乾燥
応用分野
- 医薬品産業
- 化学工業及び半導体産業
- 食品産業
- 医療産業
熱による加熱工程は、あらゆる領域の技術の中でも重要な工程です。周知の接触、対流、赤外線による加熱方法に加え、多くの領域において魅力的な代替方法であるマイクロ波エネルギーを用いる加熱システムが加わります。
マイクロ波ベルトコンベヤタイプ加熱装置は、消毒/殺菌、繊維とシート材料の加熱、化学反応の高速化のために主に投入されます。
実用例 - ピュシュナー・ベルトコンベヤタイプ加熱装置
説明
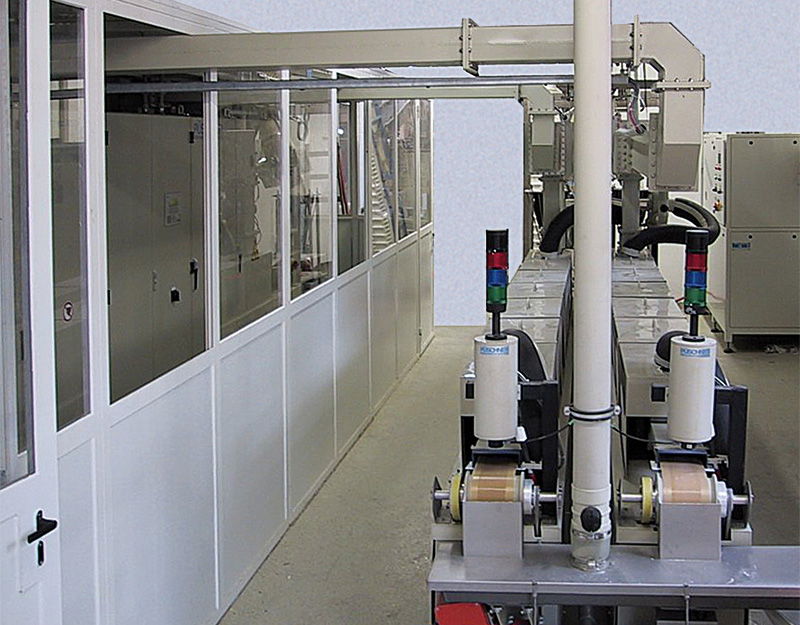
マイクロ波フローヒーター装置 µWaveConti0570 は、医薬品産業と化粧品産業で使われます。目的は、密封ボトルに入った液状の製品を、製品の粘性ないし貯蔵寿命(殺菌)の改善のために加熱することにあります。本装置はSPS制御により、自動生産ラインに組み込んで用います。充填機から一本ずつ到着するボトルは密接した状態でマイクロ波の下を搬送されます。マイクロ波照射範囲の終端ではボトルの温度が1本ずつ非接触で赤外線測定されます。一定の温度範囲外にある瓶は取り除かれます。ここで説明される装置は、1分当たりスループットが100本となるように設定され、製品温度を 100°C まで加熱できます。この装置は容量50 ml から 4 ml までのボトルに対応します。マイクロ波エネルギーは水分を含む液体に選択的に吸収され、ボトルのガラスにはほとんど吸収されません。
{kind=link}
- ピュシュナー・ ベルトコンベヤタイプ加熱装置
シート材料におけるロセス技術的利点
- 高い温度速度
- シート材料の表面層は水蒸気透過性を保持
- シート材料内部ではより高い温度
- シート材料内部ではより高い温度
その結果:
- シート材料搬送の高速化
- 乾燥工程の短距離化
- 表面層の完全乾燥無し
- 水泡の発生無し
塊状製品におけるプロセス技術的利点
- 体積加熱により、製品を傷めず、迅速に加熱
- 製品は、連続操業中設定エネルギー量を常に保持
- 出口では製品温度の赤外線監視
- 高速加熱による全生産ラインのスループット向上
- 製品のみが加熱
- 高い全体効率
- 立ち上げ等の準備無しに直ちに操業開始可能
- コンベヤ停止の際の再度加熱不要
| マイクロ波出力 | 8 - 75 kW / 915 MHz |
|---|---|
| 乾燥範囲 | 長さ5.5 x 幅 0.5 x 高さ 1.3 |
| ベルトコンベヤ幅 | 0,15 m |

| マイクロ波出力 | 1,2 - 12 kW / 2450 MHz モジュール毎 |
|---|---|
| 乾燥範囲 | 1,2 x (0,8-1,6) x 2,2 m (l x w x h) |
| ベルトコンベヤ幅 | 40 – 120 mm |
ベルトコンベヤタイプ加熱装置
応用事例
- 繊維とシート材料の加熱
- 消毒 / 殺菌
- 高粘性製品の液状化
- 化学反応の加速
応用分野
- 印刷業
- 医薬品産業
- 化学工業
- 食品工業